 İmece :
İmece :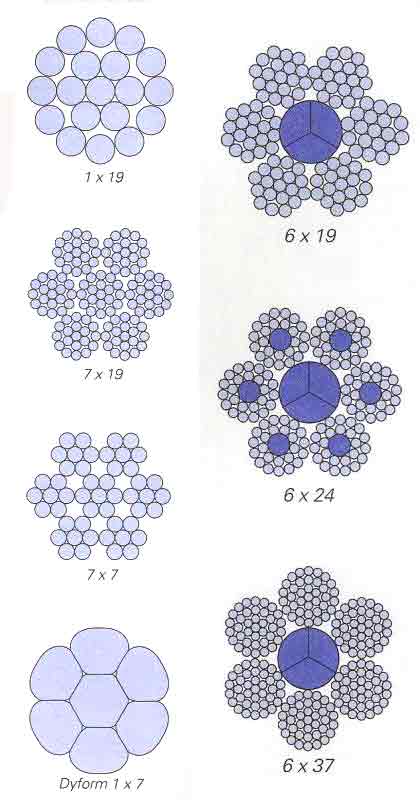 Çelik tel piyasasında malzeme olarak 3 farklı ürün mevcuttur. Bunlar çelik, galvanizli çelik ve paslanmaz çeliktir. Normal çelik tel, paslanmaya karşı çok mukavim olmamakla beraber çok yüksek kopma direncine sahiptir. Çekek yerlerinde ve vinçlerde kaldırma ve çekme gibi ağır işlerde kullanılırlar, palanga düzeneklerinde ve vinçlerde kullanımda ön planda tercih edilirler. Bu amaca yönelik olarak yağlanmış bir çekirdek üzerine örülmüş çelik liflerden oluşurlar. Standart yelkenli teknelerde kullanımı olmamakla beraber, çelik teller ticari gemilerin ve römorkörlerin bağlanma ve çeki halatlarında kullanılırlar.
Çelik tel piyasasında malzeme olarak 3 farklı ürün mevcuttur. Bunlar çelik, galvanizli çelik ve paslanmaz çeliktir. Normal çelik tel, paslanmaya karşı çok mukavim olmamakla beraber çok yüksek kopma direncine sahiptir. Çekek yerlerinde ve vinçlerde kaldırma ve çekme gibi ağır işlerde kullanılırlar, palanga düzeneklerinde ve vinçlerde kullanımda ön planda tercih edilirler. Bu amaca yönelik olarak yağlanmış bir çekirdek üzerine örülmüş çelik liflerden oluşurlar. Standart yelkenli teknelerde kullanımı olmamakla beraber, çelik teller ticari gemilerin ve römorkörlerin bağlanma ve çeki halatlarında kullanılırlar.
Galvaniz kaplı çelik teller, paslanmaz tele kıyasla daha ucuz ancak korozyona o oranda mukavim değildirler. Tırhandil ve gulet gibi klasik tip teknelerin sabit armalarında yakın zamana kadar yaygın olarak kullanılan malzemesiydi. Bununla beraber paslanmaz tel, artık günümüzde çoğu modern yelkenli teknenin sabit armalarında standart olarak kullanılan malzemedir.
Günümüzde neredeyse çelik kadar mukavim lifler elde etmek mümkün olduğu için, Dyneema gibi yüksek modüllü liflerden oluşan halatlar çelik telin yerini almaya başlamıştır.
Teller, yapı malzemelerinden başka üretim tiplerine oluşturulma tekniklerine göre de çeşitlilik gösterir. Ortasında fiber ya da halat dokuma olan teller, genelde standart çelik tellerde kullanılır. Çelik halatın yağlanmasını ve dolayısıyla makaradan geçerken kolay dönmesini ve kırılmamasını sağlar. Buna mukabil paslanmaz tellerin orta çekirdeği de yine paslanmaz malzemedendir.
1X19 veya 7X7 gibi numaralar ile telin yapısı ifade edilir. İlk sayı koldaki damar sayısını, ikinci sayı ise kaç kollu olduğunu ifade eder.
Kaba kural telin bir kolundaki damar sayısı arttıkça, tel yumuşar.
Kesitindeki boşluk miktarı azaldıkça teldeki esneme azalır, mukavemet artar. Makaradan dönen mandarlarda kullanılan teller genelde 7X19 tellerdir, çarmıklarda ise sert 1X19 teller kullanılır.
Bu açıdan Dyform tabir edilen özel üretim tellerde mukavemet daha da fazladır. Yarış yelkenlilerinde kullanılan rod tabir edilen yapılardaki çelik çubuk formundaki üretim ile daha az uzayan ve esneyen donanım yapmak mümkündür.
Çelik teller ile ilgili önemli bir husus nasıl bağlanacaklarıdır. Çünkü bu yapıdaki çelik telleri hepimizin malumu, halatlarda kullanılan bağları kullanarak iştiraklendirmek mümkün değildir.
 Kasa oluşumu, uc uca eklemek veya bir yere sabitlemek için kullanılacak yöntemler hem sağlamlık, hem kolaylık hem de maliyet açısından önem arz eder.
Kasa oluşumu, uc uca eklemek veya bir yere sabitlemek için kullanılacak yöntemler hem sağlamlık, hem kolaylık hem de maliyet açısından önem arz eder.
Normal halatlardan farklı olarak çelik halatlara kasa ya da bağ yapmak ya çok zordur ya da mümkün değildir. Çelik halatların bağlantılarında geçici olarak klemens ya da kalıcı olarak baskı terminal, sıvama terminal kullanılabilir.
Mukavemet ve dayanıklılıklarına göre, örme kasa-klemens (kerye)-baskı terminal-norsmen ve sıvama terminal sırasıyla gider.
Sentetik halatlarda olduğu gibi kasayı, çelik lifleri örerek oluşturmak (Liverpool veya Flaman kasa örme teknikleri), pahalı ve konuyla ilgili tecrübeli profesyonellere ihtiyaç duyulması sebebiyle günümüzde hemen hemen artık tamamen terk edilmiş bir tekniktir. Ancak liflerin kendi üzerindeki sürtünmesini arttırmak sayesinde ister kerye, ister piyan yaparak oldukça mukavim sonuçları basit olarak elde etmek mümkündür. Buna yarma kasa denir.
Bunun yerine bakır veya alüminyum yüksükleri el aleti veya hidrolik preslerle basarak sıkıştırmak tekniği, özellikle de ince çelik tellerde yaygın olarak kullanılır.
Aynı baskı tekniği mantığında çelik terminaller kullanmak özel ekipman gerektiren daha masraflı ancak estetik açıdan çok tatmin edici sonuçlar sağlaması açısından günümüzde seri üretim teknelerde yaygın olarak kullanılırlar.
Amatörce terminal oluşturmanın bir diğer yolu, norsmen marka ismiyle piyasada yer etmiş terminallerin kullanılmasıdır.
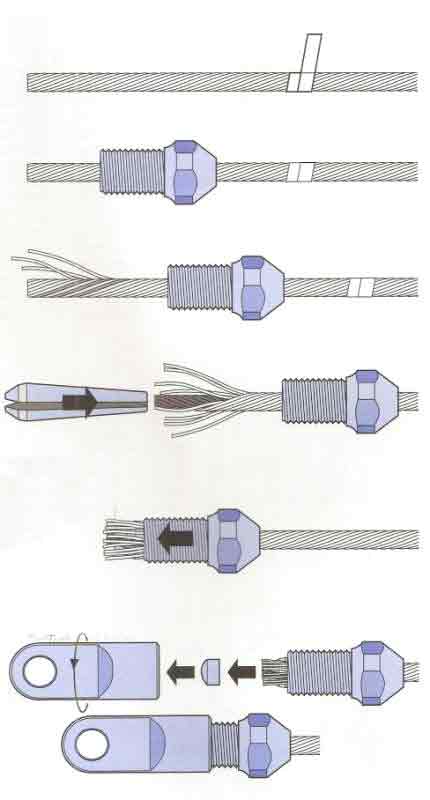 Yandaki resimde 1x19 paslanmaz çelik halatın norsmene nasıl monte edileceği gösterilmektedir.
Yandaki resimde 1x19 paslanmaz çelik halatın norsmene nasıl monte edileceği gösterilmektedir.
1-Çelik telin ucu düzgün şekilde kesilir.
2-Uçları açılmadan erkek terminal yerleştirilir, bedene doğru kaydırılır
3-Lifler düzgün şekilde ayrılarak tam ortadaki 7 lifli gruba çekirdek yerleştirilir.
4-Çekirdekten sonra liflerin 8-10 mm kadar açıklık kalacak şekilde ilerletildikten sonra, erkek çekirdek üzerine oturacak şekilde ilerletilir.
5-Dişi terminal tellerin uçlarının hepsi içerde ve düzgün kalmasına dikkat edilerek vira edilir. Mengene kullanılarak sıkılır.
7x19 gibi yumuşak tellerde norsmen kullanılmamalıdır.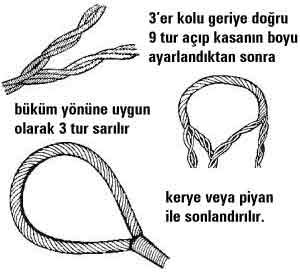
{{-}}
Yeni yorum ekle